Automatisierte Fertigung in der Luft- und Raumfahrt
Ein flexibles Fertigungssystem unterstützt einen Lohnfertiger aus Indiana dabei, ein breites Spektrum an Luft- und Raumfahrtteilen über lange Zeit effizient zu bearbeiten und dabei zunehmend wie ein Serienfertiger zu arbeiten.
Originally published on mmsonline.com, written by Derek Korn. Image copyright: MMSONLINE

Dieses FFS für vier Maschinen bietet CNC Industries die nötige Planungssicherheit und Flexibilität, um Luft- und Raumfahrtteile just-in-time an seine Kunden zu liefern.
ChatGPT:
„Wir mochten die technische Herausforderung dieser Teile und sahen darin eine Chance, uns stärker vom Wettbewerb abzuheben“, erklärt CFO Steven Deam Jr. „2009 entwickelten wir daher einen mehrjährigen Plan, um den Bereich Luft- und Raumfahrt gezielt auszubauen, einschließlich der AS9100-Zertifizierung. Uns war klar, dass der Aufbau neuer Kundenbeziehungen in dieser Branche Zeit braucht.“

Die Okuma MB-5000H Bearbeitungszentren der Zelle sind mit Hochdruckkühlung und Nebelabsaugung ausgestattet und ausschließlich für die Bearbeitung von Aluminiumteilen vorgesehen.
In den folgenden Jahren gewann CNC Industries weitere Aufträge aus der Luft- und Raumfahrt hinzu. 2016 erhielt das Unternehmen einen Großauftrag über 28 verschiedene Bauteiltypen mit einem Gesamtvolumen von rund 1.000 Teilen. Zu diesem Zeitpunkt verfügte der Betrieb über mehrere eigenständige Vertikal-Bearbeitungszentren und eine horizontale Maschine. „Uns war klar, dass es mit unserer bestehenden Ausstattung schwierig werden würde, die Vielzahl komplexer Teile mit ihren langen Rüstzeiten effizient zu bearbeiten“, erklärt Steven Deam. „Deshalb begannen wir darüber nachzudenken, horizontale Bearbeitungszentren mit einem flexiblen Fertigungssystem und mehreren Palettenplätzen zu kombinieren.“
Integration des FFS
Die Auswahl der horizontalen Bearbeitungszentren und des flexiblen Fertigungssystems dauerte bei CNC Industries rund sechs Monate. „Wir konnten mehrere Maschinenkonzepte in Betracht ziehen, da sie ausschließlich für die Bearbeitung von Aluminium vorgesehen waren – nicht für Titan oder hochlegierte Nickelwerkstoffe“, erklärt Steven Deam.
“Schließlich entschieden wir uns – auf Empfehlung unseres langjährigen Partners Gosiger in Indianapolis – für die Okuma MB-5000H Plattform mit Hochdruckkühlung und Nebelabsaugung, integriert in ein Fastems FFS“, so Steven Deam.”
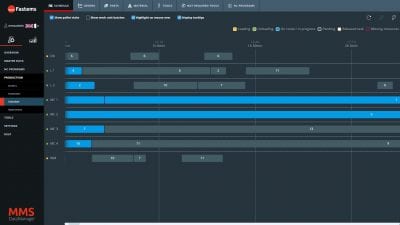
Die Auftragsplanung erfolgt über das Fastems Manufacturing Management Software (MMS) System. Darin werden auch die NC-Programme gespeichert und automatisch an die Maschinensteuerung übermittelt, sobald ein neuer Auftrag gestartet wird.
Die Systeme von Fastems lassen sich auf unterschiedliche Weise konfigurieren. Auf Basis der erwarteten Kapazitätsanforderungen entschied sich CNC Industries zunächst für ein FFS mit vier horizontalen Bearbeitungszentren und 60 Palettenplätzen. In dieser Anordnung bewegt sich der Palettenlader entlang einer zentralen Schiene, flankiert von Palettenregalen und jeweils zwei Bearbeitungszentren auf beiden Seiten. Zwei Lagerebenen bieten Platz für 60 Paletten und halten gleichzeitig die Stellfläche des Systems kompakt. Bei Bedarf kann das FFS an einem Ende um zwei weitere horizontale BAZ erweitert werden. Am anderen Ende befindet sich auf einer Seite der Schiene der Palettenlader, gegenüber ein Entladebereich mit Kran.

Die Entladestation des FFS verfügt über einen Schwenkarm, mit dem sich die Paletten um 360 Grad drehen lassen – so kann der Bediener alle Seiten der Vorrichtung erreichen.
Die erste der beiden initialen Horizontalmaschinen wurde im Januar 2017 von Gosiger geliefert und per Laser exakt ausgerichtet, während das Fastems FFS was parallel entwickelt und aufgebaut wurde. In dieser Zeit begann CNC Industries, Vorrichtungen und Werkzeuge zu beschaffen, um die erste Maschine für die Produktion vorzubereiten. Zunächst lief sie als Einzelmaschine, bis im September das FFS und das zweite horizontale BAZ installiert und als Fertigungszelle in Betrieb genommen wurden. Sobald beide Systeme einsatzbereit waren, überführte das Unternehmen die Aufträge schrittweise von der ersten auf die zweite Maschine und band anschließend auch die erste in das FFS ein – ohne Produktionsunterbrechung. Das zweite Maschinenpaar wurde im darauffolgenden Jahr installiert.
Da im FFS überwiegend Wiederholaufträge laufen, ist jede Palette einem bestimmten Bauteil zugeordnet. Das bedeutet einen Wandel im Denken, weg vom klassischen Lohnfertiger hin zu einem Auftragsfertiger. CNC Industries konstruiert und fertigt einen Teil der Palettenvorrichtungen intern, vergibt diese Arbeiten jedoch bei Bedarf auch an externe Partner. „Es ist gut, den Vorrichtungsbau selbst steuern zu können“, sagt Steven Deam. „Aber angesichts des Werts unserer verfügbaren Maschinen- und Ingenieurszeit ist es manchmal wirtschaftlicher, diese Aufgaben an spezialisierte Unternehmen zu vergeben.“
Das FFS steigert nicht nur die Spindellaufzeit, sondern verschafft dem Unternehmen auch deutlich mehr Flexibilität in der Produktionsplanung.
ChatGPT:

Der Entladearm kann um 90 Grad nach unten schwenken, sodass schwere Rohteile per Kran direkt auf die Vorrichtungsfläche abgesenkt werden können.
Die im FFS eingesetzten horizontalen Bearbeitungszentren sind mit Werkzeugbruch- und Spindelantastsonden ausgestattet. Die Antastsonden werden jedoch ausschließlich zur Kontrolle ausgewählter Merkmale eingesetzt, um den Prozess zu überwachen. Für CNC Industries ist die Bearbeitungszeit wertvoller als Messzeit.
Das Be- und Entladen der Teile läuft heute anders als ursprünglich vorgesehen. Zwar verfügt das FFS über eine eigene Beladestation, diese wird jedoch kaum genutzt. In den meisten Fällen erfolgen Be- und Entladen an der Entladestation. „Da die meisten Aufträge im FFS regelmäßig wiederkehren, entnimmt unser Bediener die fertigen Teile direkt von der Vorrichtung und bestückt sie sofort mit neuem Rohmaterial“, erklärt Steven Deam. „Eine leere Vorrichtung geht bei uns nur selten zurück ins Lager.“
An der Entladestation befindet sich ein Schwenkarm, auf den die Paletten abgesenkt und über eine Nullpunktspannung fixiert werden. Die Paletten lassen sich um 360 Grad drehen, sodass der Bediener alle Seiten der Vorrichtung erreichen kann. Zusätzlich kann der Arm um 90 Grad nach unten kippen, damit schwere Rohteile per Kran direkt auf die Vorrichtungsfläche abgesenkt werden können. Dadurch entfällt das seitliche Verschieben der Werkstücke zum Spannen. Das Be- und Entladen der Teile gehört zu den Hauptaufgaben des FFS-Bedieners. Eine Prioritätstafel in der Nähe der Entladestation zeigt ihm die anstehenden Aufträge an.
„Mit unseren zwei Schichten produzieren wir inzwischen im Prinzip an fünf Tagen die Woche rund um die Uhr.“

Das Be- und Entladen der Werkstücke gehört zu den Hauptaufgaben des FFS-Bedieners. Eine Prioritätstafel an der Entladestation zeigt die anstehenden Aufträge an.
Das Ziel ist, die Fertigungszelle künftig im 24/7-Betrieb laufen zu lassen. Noch ist die Kapazität der vier Maschinen jedoch nicht vollständig ausgelastet. Aktuell werden Aufträge auf 25 Paletten gefahren, während weitere Vorrichtungen für zusätzliche Teile entstehen. „Mit unseren zwei Schichten produzieren wir derzeit im Prinzip an fünf Tagen die Woche rund um die Uhr“, sagt Steven Deam. Das Team prüft derzeit, welche Aufträge von den Einzelmaschinen ins FFS übernommen werden können, sofern sich der Aufwand für Vorrichtungen und Programmierung lohnt. Besonders geeignet sind wiederkehrende Aufträge mit größeren Stückzahlen und langen Bearbeitungszeiten – ebenso Teile, die auf allen sechs Seiten bearbeitet werden müssen. Die Unternehmensleitung denkt außerdem darüber nach, in der Nähe des FMS ein Koordinatenmessgerät zu installieren, um die Teileprüfung für die Bediener zu vereinfachen.
Unsere Fertigungsingenieure suchen ständig nach Möglichkeiten, Prozesse zu verbessern. Ein gutes Beispiel ist das neue Wasserkreislaufsystem im Entgratprozess, es reinigt das Schleifwasser automatisch und spart uns über 50 Stunden Reinigungszeit.

Wasserkreislaufsystem für den Entgratprozess: Es reinigt das aus den Gleitschleifern zurückfließende Wasser, bevor es wieder in den Kreislauf eingespeist wird.
Fakten & Highlights
- Großauftrag über 28 unterschiedliche Bauteiltypen mit insgesamt rund 1.000 Teilen
- Bestehende Fräskapazität: mehrere eigenständige Vertikal-Bearbeitungszentren und eine horizontale Maschine
- Herausforderung: hohe Variantenvielfalt, komplexe Geometrien und lange Rüstzeiten
- Lösung: Investition in eine Okuma MB-5000H mit Hochdruckkühlung und Nebelabsaugung, integriert in ein Fastems FMS für mehr Effizienz und Flexibilität